您好,歡迎(yíng)您訪問濟(jì)南好(hǎo)美數控設備有限公司官方網(wǎng)站!

濟南好美數控(kòng)設備有限公司
全國業務谘詢熱線
15966053300
公司地址:山東省濟南市市中區鄭莊工業園
作者:超級管理員 發布時間:2021-10-13 瀏覽次(cì)數:767
 鋁型材
鋁型材 鋁型材散熱器
鋁型材散熱器 鋁棒
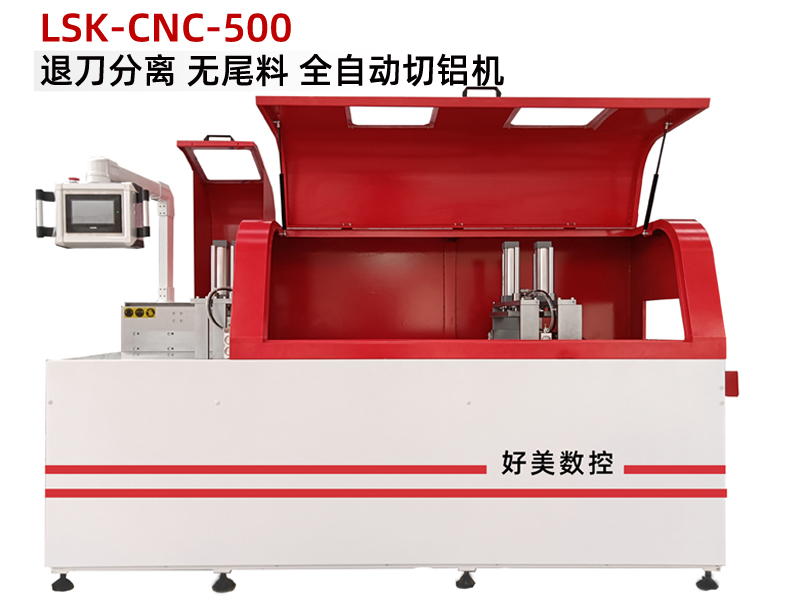
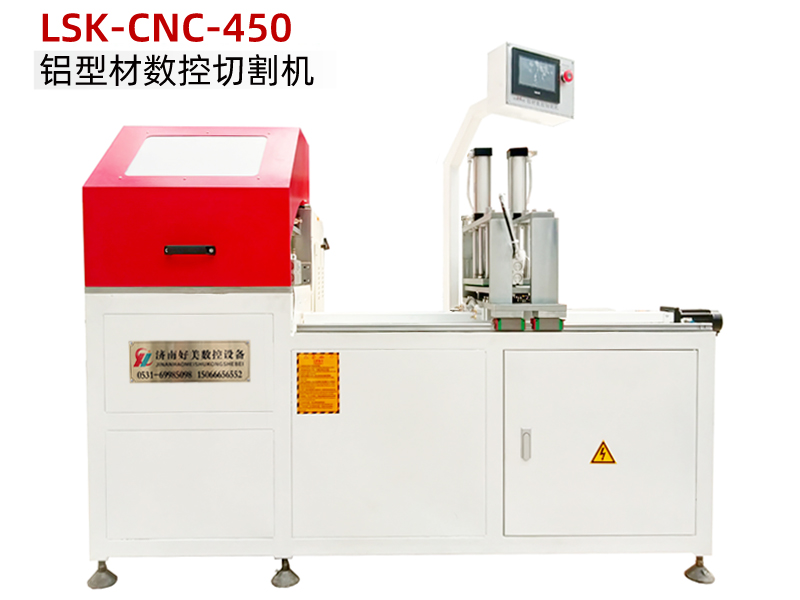
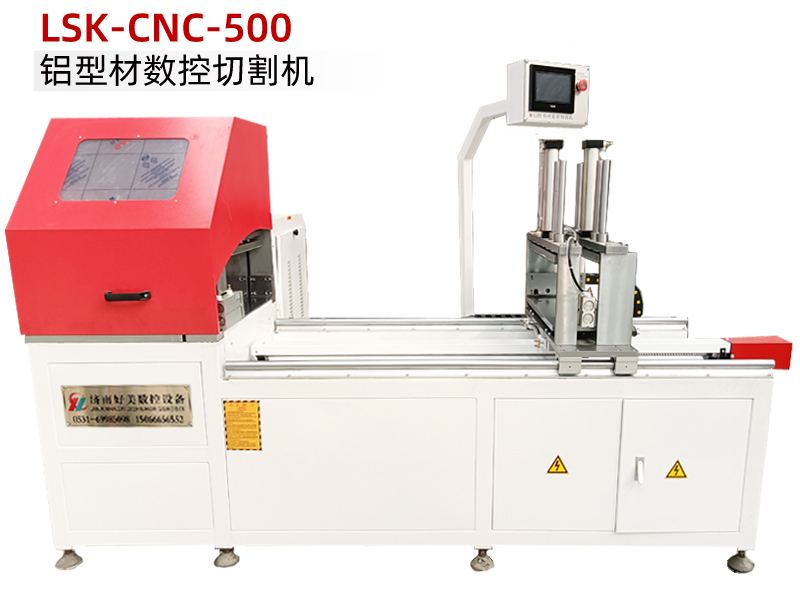
鋁棒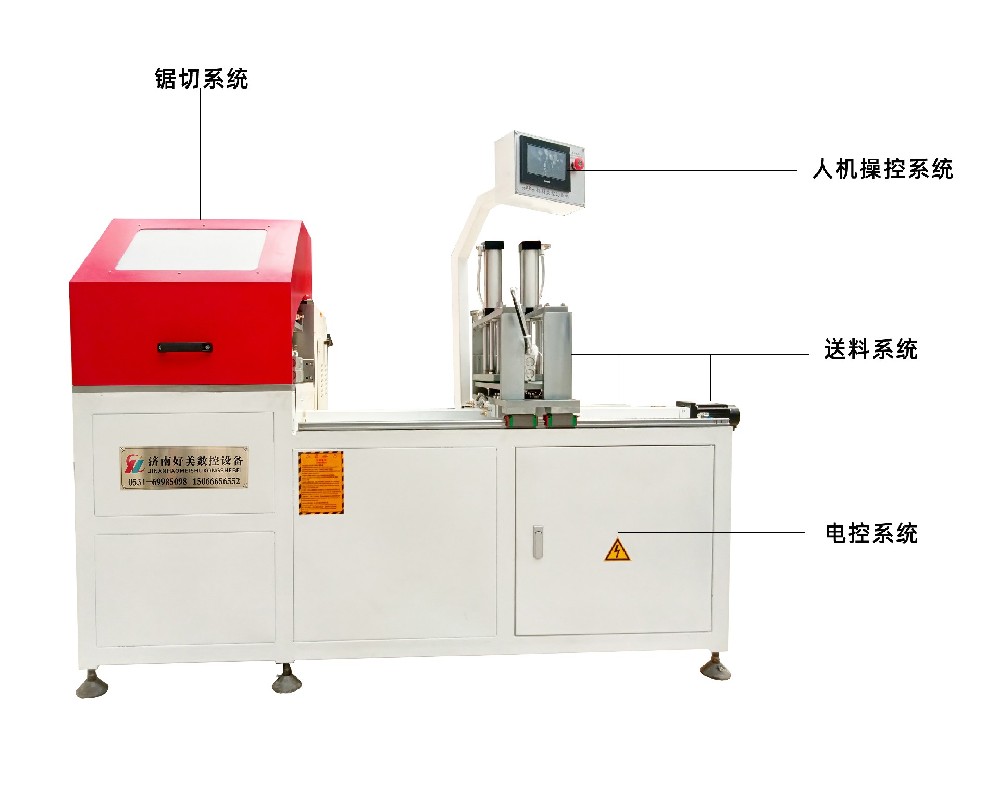 好美數(shù)控-鋁材(cái)自動切割機結構之鋸切係(xì)統
好美數(shù)控-鋁材(cái)自動切割機結構之鋸切係(xì)統 [ 濟(jì)南好美數控設備(bèi)有限公司生產的(de)全自動鋁材切割機主要由:鋸切係統、送料係統、人機操控係統、電控係統這四大係統組成,国产亚洲色婷婷久久精品先來了解一下(xià)鋸切係統:作為切割機,切割能(néng)力是首先要考慮(lǜ)的,那麽全自動鋁材(cái)切割的的鋸···
發布時間:2021-11-04
濟南好美數控設備(bèi)有限公司
業務谘詢:15966053300
官方網址(zhǐ):www.shlinso.com
地址:山東省濟(jì)南市市中區(qū)鄭莊工業園178號
Copyright © 2021-2025 濟南好美數控設備有限公司
本網站部分(fèn)內容來源於網絡,如有侵權(quán)請告知!国产亚洲色婷婷久久精品立即刪(shān)除;本網站嚴(yán)格遵循國家相關法律法規規定,如有不當之處(chù),請告知!国产亚洲色婷婷久久精品立即刪除。
網(wǎng)站備案號(hào):網站備案號:魯ICP備17010545號-3